大家好,我是益至讲坛的小编,欢迎大家阅读本期益至讲坛的内容。我们欢迎工厂企业带着问题来参与我们每周六开展的免费精益研讨沙龙。
- 1 -
- 2 -
1、工厂布局设计的要求
工厂布局的内容包括工厂总体平面布置(解决工厂各个组成部分,包括生产车间、辅助生产车间、仓库、动力站、办公室等各种作业单位和运输线路设施的相互关系,解决物料流向和流程、厂内外运输的连接)和车间布置(解决工作地、设备、通道、管线之间和相互位置,解决物料搬运的流程及运输方式)。
工厂总体布置设计的要求,要满足生产要求,工艺流程要合理。其次是要合理用地,适应工厂内外运输要求,线路短捷顺直。更要充分做好防火、防爆、防损、防噪工作,注意利用气候等自然条件,减少环境污染。
车间布置设计的要求,要选择适当的建筑形式,确定好设备布置的形式,要满足工艺流程要求。要做好定置管理工作,确保工作环境整洁、安全。
2、工厂布局设计的总体原则
整体综合原则,设计时应将设施布置有影响的所有因素都考虑进去,以达到优化的方案;
移动距离最小原则;
流动性原则,设施布置应使在制品在生产过程中流动顺畅,消除无谓停滞,力求生产流程连续化;
空间利用原则,生产区域或储存区域的空间安排,都应力求充分有效地利用空间;
柔性原则,应考虑各种因素变化可能带来的布置变更,以便于以后的扩展和调整;
安全原则;
- 3 -
3、工厂布局形式
(1)固定式布置原则(项目布置):主要是工程项目和大型产品生产采用的一种布置形式。它的加工对象位置,生产工人和设备都随加工产品所在的某一位置而转移。如工程建设、飞机厂、造船厂、重型机器厂等。
(2)产品原则布置(流水线布置):当产品品种少批量大时,应当按照产品的加工工艺过程顺序来配置设备,形成流水生产线或装配线。
产品原则布置设计原则:有利于工人操作方便;在制品运动路线最短;有利于流水线之间的自然衔接;有利于生产面积的充分利用。
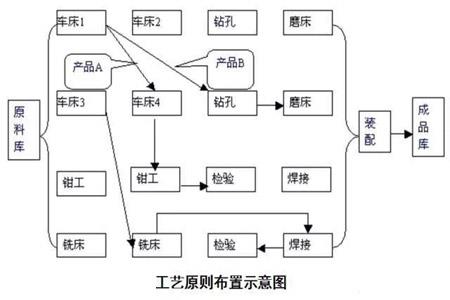
(3)工艺布置原则(机群式):把同类型的设备和人员集中布置在一个地方。
(4)成组布置原则(混合布置)
成组技术就是识别和利用产品零部件的相似性,将零件分类。一系列相似工艺要求的零件组成零件族。针对一个零件族的设备要求所形成的一系列机器,称作机器组。
成组原则布置可以认为是产品原则布置的缩影,是将工艺原则布置系统转化为接近产品原则布置系统。成组原则布置的特点就是加工时间较短、物流效率较高;在制品数量较少、准备时间较短;具有工艺原则布置的柔性。
4、生产现场的物流改善
合理的生产布局能够保证物料顺畅流动,减少无价值的搬运动作,提高现场的管理透明度和生产效率。
(1)有弹性的生产线布置
(2)流线生产的布置要点
标准作业:作业顺序一致化;逆时针方向操作;进行适当的作业组合;明确作业循环时间;明确在制品数量。保证标准作业能够避免制造过多的浪费、步行距离的浪费、手动作业的浪费。
物流顺畅:一头一尾存货,中间均衡快速流动;考虑线与线之间的库存放置、搬运方法和搬运路径;前后生产线尽量靠拢。做好先进先出,快速流动,能够避免物流浪费。
信息流畅:后补式/前后式生产指示;生产实绩可视化;便于批量区分;警示灯及线体控制。做好信息流动,让生产指示明确,便于信息传递。
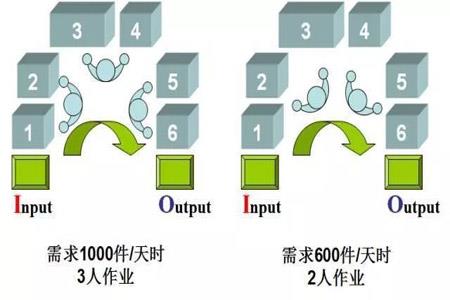
少人化:U型布置方式;逆时针摆放;设备间无阻隔;人与设备分工,人进行装料卸料,设备进行加工;启动按钮安装方式适当。通过少人化生产能够实现人多人少都能生产。
质量保证:作业人员自主检查;避免生产与检查相分离;设备防错功能;良好的照明;现场5S。要确保全数检查,防止不良发生,杜绝不浪流出。
便于维护:足够的维护空间;优先保证日常维护空间;不常动部分移开维护。
- 4 -
以上就是今天和大家分享的内容,大家对如何做好工厂企业生产效率改善工作有什么看法?或者有什么工作心得?欢迎大家在下方留言,我们一起聊聊。另外,如果觉得此文让你小有收获,别忘了转发朋友圈哦~
在广州地区的企业家朋友欢迎您带着问题来参与我们每周六开展的免费精益研讨沙龙,想参加的朋友,可以在百度直接搜索“益至咨询”就能找到我们了。
益至咨询网址:http://www.yizlean.com/